








STRONA GŁÓWNA JUAN > Oferta > Płyty mineralno-akrylowe Staron > Obróbka i montaż
OBRÓBKA I MONTAŻ
UWAGA: Przy zakupie i przed przystąpieniem do obróbki należy zwrócić uwagę, aby płyty, z których zostanie wykonany dany produkt, pochodziły z jednej partii produkcyjnej. Z powodu zmiennych właściwości materiałów i parametrów procesu produkcyjnego poszczególne partie materiału mogą w niewielkim stopniu różnić się odcieniem kolorów. Te drobne różnice w barwie nie są wadami materiału i w związku z tym nie mogą być przedmiotem reklamacji. Należy tę kwestię uwzględnić w planowaniu i zarządzaniu realizacją projektu przed zastosowaniem odpowiednich rozwiązań projektowych.
INFORMACJE OGÓLNE
Materiał STARON® może być obrabiany za pomocą narzędzi tnących z końcówkami karbidowymi i maszyn do obróbki drewna.
Najistotniejszymi krokami obróbki są:
- cięcie
- frezowanie
- wiercenie
- klejenie
- formowanie
- szlifowanie
OBRÓBKA PŁYT MINERALNO-AKRYLOWYCH.
Technologia firmy MIRKA
Wykończenie powierzchni: mat
 |
1. Szlifowanie powierzchniSzlifuj powierzchnię równomiernie za pomocą materiału ściernego Abranet zgodnie z następującą kolejnością granulacji: P120 > P180 > P320 > P500 |
 |
2. Wykańczanie powierzchniWykończ powierzchnię materiałem ściernym Abralon o granulacji 360. |
 |
|
 |
3. Kontrola powierzchniWytrzyj powierzchnię do czysta ściereczką z mikrowłókniny. |
Wykończenie powierzchni: satyna
|
1. Szlifowanie powierzchniSzlifuj powierzchnię równomiernie za pomocą materiału ściernego Abranet zgodnie z następującą kolejnością granulacji: P120 > P180 > P320 > P500 |
|
2. Wykańczanie powierzchniWykończ powierzchnię materiałem ściernym Abralon o granulacji 360. Krążek zwilż wodą!!! |
| |
|
| |
3. Kontrola powierzchniWytrzyj powierzchnię do czysta ściereczką z mikrowłókniny. |
Wykończenie powierzchni: połysk
|
1. Szlifowanie powierzchniSzlifuj powierzchnię równomiernie za pomocą materiału ściernego Abranet zgodnie z następującą kolejnością granulacji: P120 > P180 > P320 > P500 > P800 |
|
2. Szlifowanie powierzchniWykończ powierzchnię materiałem ściernym Abralon o granulacji 500. |
|
3. Wykańczanie powierzchniWykończ powierzchnię materiałem ściernym Abralon o granulacji 3000. |
| |
|
 |
4. Wykańczanie powierzchniPoleruj powierzchnię za pomocą pasty polerskiej Polarshine 10 i futra z wełny jagnięcej |
| |
5. Kontrola powierzchniWytrzyj powierzchnię do czysta ściereczką z mikrowłókniny |
KLEJENIE
Arkusze z materiału STARON® można kleić ze sobą za pomocą kleju STARON® z metakrylanu metylu. Klej ten jest dobierany do koloru arkuszy. Po usunięciu resztek kleju z procesu klejenia i po ostatecznym wykończeniu powierzchni spoiny są praktycznie niewidoczne.
ROZSZERZALNOŚĆ
Charakterystyczny współczynnik rozszerzalności cieplnej materiału wynoszący 30.5×10-6 [1/K] (co odpowiada 1 mm na metr, przy różnicy temperatur ΔT wynoszącej 30°C) musi zostać uwzględniony we wszystkich zastosowaniach materiału.
KSZTAŁTOWANIE
Arkusze materiału STARON® mają właściwości termoplastyczne i mogą być kształtowane w elementy przestrzenne. Możliwy promień gięcia zależy od grubości oraz od koloru materiału.
| Solid / Sanded | Grubość arkusza: 6mm | Promień gięcia: ok.25mm |
| Solid / Sanded | Grubość arkusza: 12,3mm | Promień gięcia: ok.76mm |
| Aspen / Pebble | Grubość arkusza: 12,3mm | Promień gięcia: ok.127mm |
| Quarry / Metallic | Grubość arkusza: 12,3mm | Promień gięcia: ok.203mm |
Uwagi:
Odkształcenia powstawać mogą w:
a) procesach próżniowych
b) procesach prasowania
Arkusze materiału „Tempest” mogą być kształtowane wyłącznie w ograniczonym zakresie.
W przypadku specjalnych instalacji zalecamy przeprowadzenie testów odkształceń.
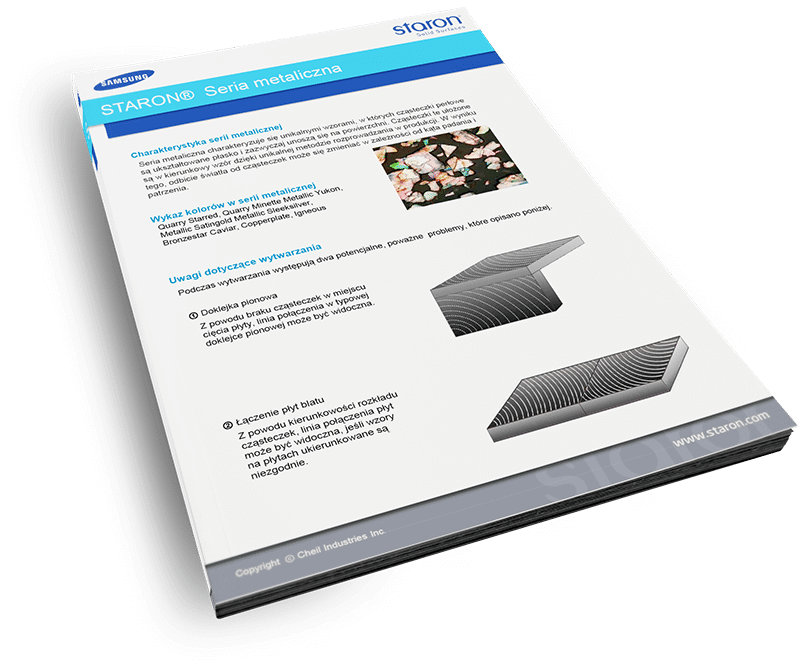
TECHNOLOGIA WYKONYWANIA CZĘŚCI TŁOCZONYCH
Obróbka materiału Staron® umożliwia kreatywne tworzenie zróżnicowanych części tłoczonych, do których produkcji używa się trzech podstawowych procesów:
ODLEWANIE
Części tłoczone z materiału STARON® spełniające wymagania rynków międzynarodowych odlewane są w zamkniętych formach przez firmę Samsung w jej zakładach..
PROCES GŁĘBOKIEGO TŁOCZENIA
Arkusze materiału STARON® mają właściwości termoplastyczne i mogą być kształtowane w trzech wymiarach. Technika głębokiego tłoczenia umożliwia wytwarzanie prostych form, pod warunkiem zachowania ograniczeń materiałowych. Produkty te powstają w procesach prasowania lub tłoczenia podciśnieniowego.
PROCES ŁĄCZENIA
W przypadku łączenia możliwe jest połączenie ze sobą klejem elementów wykonanych różnymi technikami, co umożliwia tworzenie elementów o bardziej złożonych kształtach.
PROMIENIE WEWNĘTRZNE I ŻŁOBIENIA
Z punktu widzenia higieny, najlepszym przejściem pomiędzy płaszczyznami poziomymi, a pionowymi w instalacjach z materiału STARON® jest przejście półokrągłe. Uzyskuje się je klejąc dwa arkusze klejem STARON® i na koniec frezując łuk (o promieniu R=12,5 mm). Odpowiednie narzędzia umożliwiają również wykonywanie okrągłych łączeń w narożnikach wewnętrznych.
WSTAWKI
Dzięki zastosowaniu wstawek i technik klejenia, materiał STARON® oferuje dwie podstawowe możliwości projektowania elementów wykorzystujących wstawki.
Wstawki wklejane
W tym przypadku elementy z materiału STARON® łączy się ze sobą za pomocą kleju STARON® po wcześniejszym wyfrezowaniu (obrabiarką sterowaną numerycznie) odpowiednich kształtów. Struktury barwne arkuszy pozostają nienaruszone i uzupełniają się wzajemnie.
Wstawki odlewane
Frezowane pustki (na obrabiarkach sterowanych numerycznie) są wypełniane klejem STARON® o odpowiedniej barwie, a następnie po utwardzeniu się kleju, szlifowane na płasko. Wstawki te mogą mieć kolory jednolite, mają strukturę ciągłą i mogą być dopasowywane kolorystycznie do wymagań klientów.
PODŚWIETLENIA
Specjalne arkusze z materiału STARON® (tzn. arkusze w kolorze Dazzling White) są przepuszczalne dla światła i umożliwiają tworzenie nowatorskich obiektów z efektami świetlnymi. Możliwości projektowania dodatkowo zwiększają techniki frezowania wzorów (lokalne zmniejszenie grubości materiału) i wstawki barwne.
Miejsca łączeń arkuszy i spoiny klejone powodują przy podświetleniu powstawanie cieni, dlatego należy ich unikać lub odpowiednio uwzględnić w projekcie. Należy również zwrócić uwagę na dostępne wymiary arkuszy STARON®. Do podświetleń stosować wyłącznie zimne źródła światła.
ŁĄCZENIA ŚRUBOWE
Nigdy nie skręcać płyt bezpośrednio, ani wkrętami samogwintującymi.
Połączenia śrubowe wykonuje się korzystając z wkładanych w wykonane otwory kołków z tworzywa sztucznego.
Alternatywy:
Połączenia śrubami penetrującymi lub kołki rozporowe.
OCHRONA TERMICZNA
Podczas instalacji płyt kuchennych w blatach wykonanych z arkuszy STARON® należy zwrócić uwagę na następujące kwestie:
- Kształtowanie narożników wewnętrznych z malejącym promieniem.
- Wzmocnienie narożników wewnętrznych i wycięć za pomocą elementów blaszanych z gamy produktów STARON® Plattenelementen.
- Maskowanie krawędzi arkuszy STARON® taśmą ciepłochronną
W porównaniu do innych materiałów, z których wykonywane są blaty kuchenne, powierzchnie wykonywane z materiału STARON® charakteryzują się doskonałą odpornością termiczną. Niemniej jednak istnieje możliwość uszkodzenia płyt z tego materiału w przypadku bezpośredniego ustawienia na niej gorących patelni, naczyń lub niektórych urządzeń emitujących ciepło, takich jak: grille elektryczne lub smażalnice/frytkownice. Aby zabezpieczyć powierzchnię blatu, należy zawsze stosować odporne na wysokie temperatury maty lub podstawki ze stopkami gumowymi. Powierzchnie z materiału STARON® należy chronić przed skrajnie wysokimi temperaturami.
Przedstawione powyżej informacje dla projektantów są jedynie fragmentem z zaleceń dotyczących obróbki materiału STARON®. Zawierają one jedynie informacje o charakterze pomocniczym w procesie opracowywania projektu szczegółowego.